

Choose our comprehensive suite of temperature, humidity, CO2 monitoring, and automation solutions to transform your cold storage facility into a state-of-the-art operation. Benefit from increased efficiency, product integrity, and peace of mind, while delivering the best quality products to your customers. Contact us today to learn more about our innovative solutions and how they can elevate your cold storage operations.Choose our comprehensive suite of temperature, humidity, CO2 monitoring, and automation solutions to transform your cold storage facility into a state-of-the-art operation. Benefit from increased efficiency, product integrity, and peace of mind, while delivering the best quality products to your customers. Contact us today to learn more about our innovative solutions and how they can elevate your cold storage operations.
Our cutting-edge temperature control solution ensures precise regulation of cold storage environments, maintaining optimal temperatures for your perishable goods. With advanced sensors and intelligent automation, our system delivers accurate temperature management, preventing spoilage and preserving the quality and freshness of your products.

Experience the power of our advanced humidity management solution designed specifically for cold storage facilities. Our state-of-the-art sensors and control systems maintain optimal humidity levels, effectively preventing moisture-related issues such as condensation, mold, and bacterial growth. Ensure product integrity and extend shelf life with our reliable humidity management solution.
Our CO2 monitoring system guarantees a safe and healthy environment within your cold storage facility. With real-time monitoring and accurate detection, our advanced sensors keep a constant eye on CO2 levels, ensuring adequate ventilation and air quality. Protect your staff and products with our reliable CO2 monitoring system.

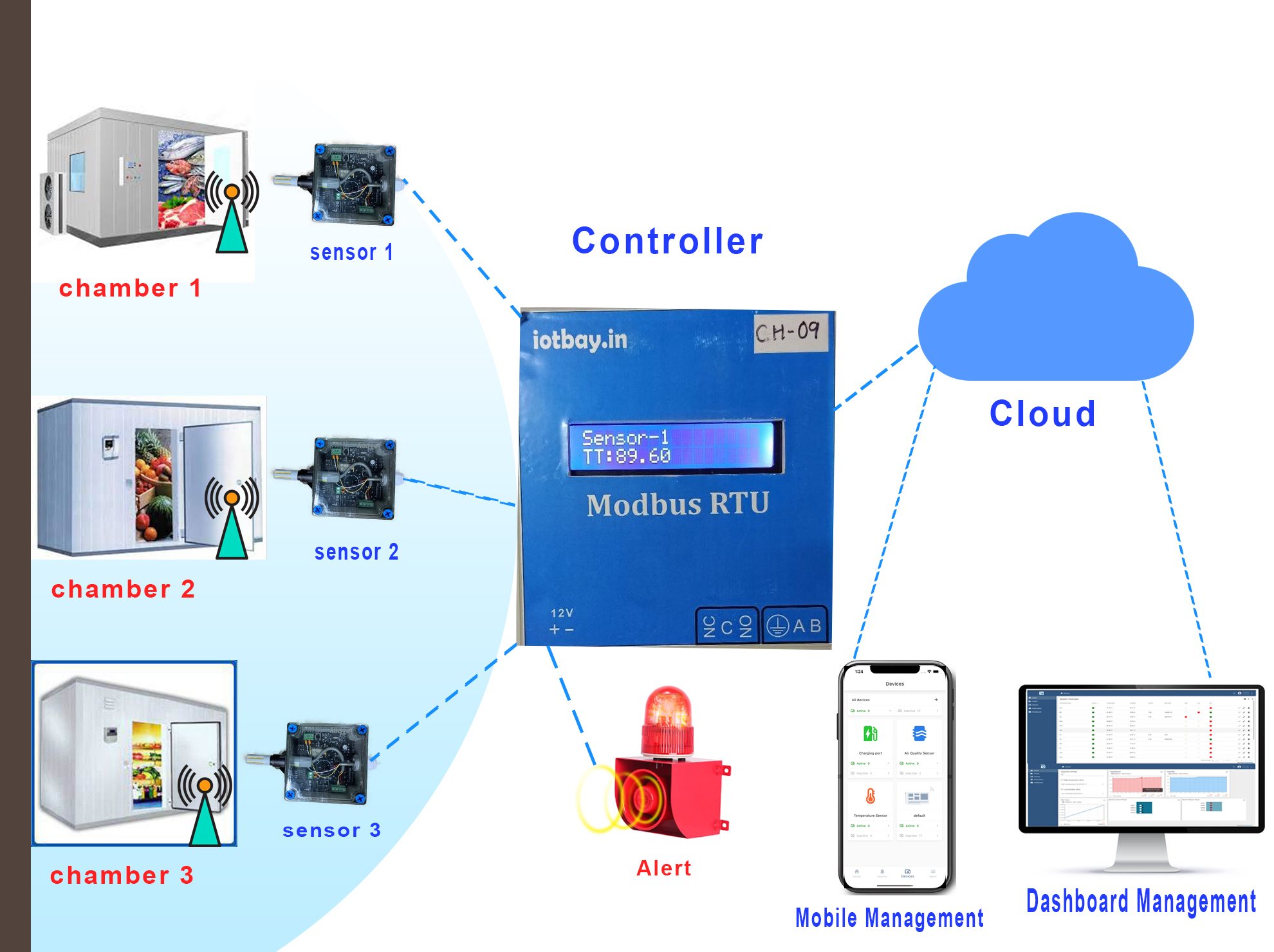
Streamline your cold storage operations with our comprehensive automation and control solutions. From temperature and humidity regulation to remote monitoring and alarms, our system integrates seamlessly into your facility, providing centralized control and real-time insights. Enhance efficiency, reduce costs, and maximize productivity with our state-of-the-art automation solutions.
Stay informed and in control with our real-time alerts and notifications feature. Receive instant updates on temperature fluctuations, humidity deviations, and CO2 levels via email, SMS, or through our user-friendly mobile app. Be proactive in addressing potential issues, ensuring the utmost care for your valuable inventory.

Our solutions are designed to seamlessly integrate with your existing infrastructure and can be easily scaled to accommodate future expansion. With flexible and modular components, our systems can adapt to the unique needs of your cold storage facility, providing a future-proof solution that grows with your business.
Rest assured that our solutions are designed to meet and exceed industry regulations and compliance standards. With our reliable monitoring and control systems, you can confidently adhere to food safety guidelines and maintain the highest quality standards, ensuring customer satisfaction and regulatory compliance.

2B, 2nd Floor, Govind Bhawan, 2,
Brabourne Rd, Kolkata, 700001